- 首页
-
专业服务
- 热端

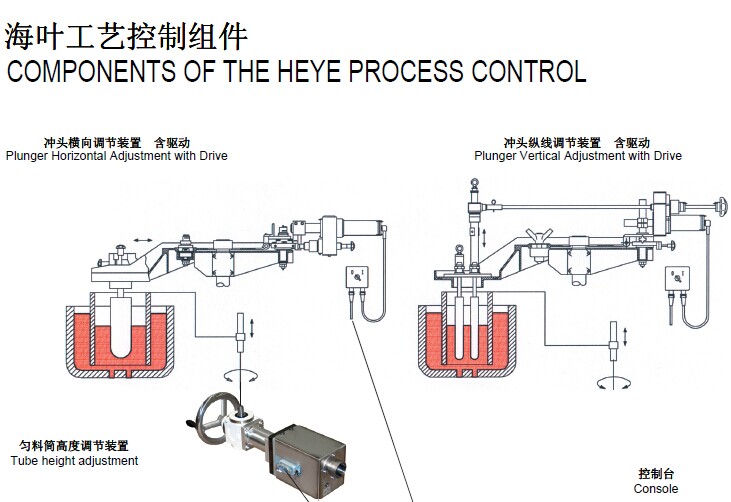
海叶工艺控制系统
是一套监控工具,帮助你掌握行列机上所有芯子(冲头)机构的整个冲压过程。以图表的形式同步显示多个成型动作,同步比较可以改善参数设置。提早发现故障的前期预兆便于及时采取补救措施,另外还可以自动调整料滴的形状与大小,有效提高生产效率。
通过海叶工艺控制系统监控整套工艺流程
详细说明
►单供料机和双供料机串联形式的行列机布局,一条线最多料胚数量为60个。
►快换型冲压机构
►位移传感器适用于市面在售的多有冲压机构
►伺服供料机(兼容型)
►技术成熟,经750套系统实践认证控制器能力
►单台行列机生产速度最高4个料滴/每剪
►串联行列机生产速度最高3个料滴/每剪数据库功能
海叶工艺控制系统是用于行列机上冲压工艺的实时显示和监控,它在使用过程越来越得到认可,操作运行也更便捷:
►整套软件已修正,并增加了新的功能
►经典的Windows 软件操作界面
►一套软件便可适用于所有不同型号的行列机
►产品数据库包含了所有产品参数,极大地节约换产时间
►每个冲压工艺的基本数据都存储在数据库中,便于将来进行分析和数据统计评估
►电控箱里配有功能强大且经久耐用的工业计算机
►表面看来,电控箱可全部兼容此前的系统与行列机控制系统的相通相连,每一个冲压过程涵盖以下四个关键参数:
►冲头位置
►不稳定值
►冲压阶段
►位置/时间的变化梯度
这四个关键参数,将由系统检查是否超出已设定的极限值。一旦超出极限,将通过与行列机相连接的偶合指令执行热端剔除。
典型的超出极限值的主要原因,如:下料不畅等。
另外,当出现冲头粘连时,该机段将自动停机。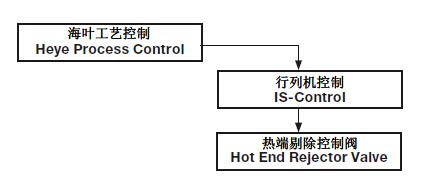
技术优势
►提早预知故障隐患
►可指令缺陷剔除
►剔除指令的统计显示所有模腔内玻璃液的分布效率
►消息提示“可能原因”,方便操作员立即采取补救措施

操作简便 
轻轻点击小图标,关于所有实时成型动作的多种图表便可清晰呈现:
冲头位置
►冲头位置的设定
►冲头位置的上限和下限
►最近40个运动周期中冲头的位置记录
►初模模腔容积偏差
►短期内料重偏差
►上限与下限
►气缸活塞与气缸的相对位置
►冲头与初模的相对位置
►三角图表用于显示冲头位置的偏差与设定极限值的相对位置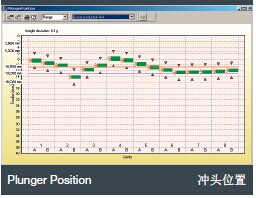
冲头停留时间(冲压过程控制)
►最近200个运动周期内的冲压时间记录
►冲压过程控制的偏差
►每个初型侧冲压过程控制的均值
►整个冲压过程控制的均值
►冲压阶段冲头停留时间最长上限
►冲压阶段冲头停留时间最短下限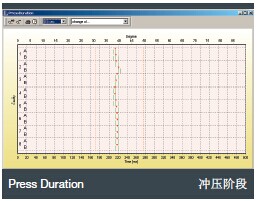
冲头运动曲线
►强冲击力动作
►压力值过高/过低
►初型模打开
►冲头机构的摩擦状况
►冲头插入玻璃液的速度
►冲头在玻璃液里的驻留时间
►梯度限制
►超过极限值时停止
►可辨认持久模式的零星故障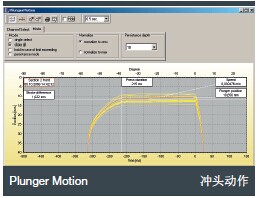


 扫一扫 关注公众号
扫一扫 关注公众号 阿达国际科技发展(北京)有限公司
 北京市朝阳区亮马桥路32号高斓大厦716-722
北京市朝阳区亮马桥路32号高斓大厦716-722 +86(10)6463 7797
+86(10)6463 7797 swan.si@cgeglass.com.cn
swan.si@cgeglass.com.cn
- 热端
